Tambura vulkanizilo estaslaŝlosila ekipaĵo en la produktado de kaŭĉukaj folioj, transportbendoj, kaŭĉukaj plankoj, ktp. La produkto estas vulkanizita kaj muldita per alta temperaturo kaj alta premo. Ĝiaj kernaj komponantoj inkluzivas la ĉefan vulkanizigan tamburon, preman ŝtalbendon, pelilrulilon, streĉrulilon, ktp. La ŝtalbendo ludas la rolonintransdonante premon kaj varmon en la vulkaniza procezo, kaj estas grava komponanto por certigi produktokvaliton.
Precipigaj harditaj neoksideblaj ŝtalaj rimenoj, kiuj estas vaste uzataj en tamburaj vulkaniziloj, havas bonegan rendimenton: la plej reprezenta estas Mingke MT1650, kie 1650indikas, ke la streĉrezisto de laŝtalois1650N/mm²martensita rustorezista ŝtaloSurbaze de la transversa sekca areo de la ŝtala bendo, ni povas kalkuli la finfinan streĉforton de la ŝtala bendo. La streĉrezisto de la ŝtala bendo estas nur referenca valoro, kaj la streĉforto, kiun ĝi portas, estas rekte rilata al la funkcidaŭro. Krome, la efektiva funkciadotempo de la ŝtala bendo, la tipo...sde produktitaj produktoj, kaj la ĉiutaga prizorgado de la ŝtala zono estas ĉiuj faktoroj, kiuj influas la servodaŭron de la ŝtala zono.
Kun la disvolviĝo de teknologio, la martensitika neoksidebla ŝtalo MT1650 de Mingke estas mature uzata en tamburaj vulkaniziloj, kio ne nur atingas la fabrikadan nivelon en Eŭropo, sed ankaŭ havas pli da avantaĝoj rilate al ekonomio. La precipitaĵa malmoliĝanta neoksidebla ŝtalo Mingke MT1650 estas malaltkarbona precipitaĵa malmoliĝanta martensitika neoksidebla ŝtalo bazita sur kromo.,nikelo,kupro. Ĝi ĉefe uzas siajn altfortajn karakterizaĵojn, bonan korodreziston, kaj ne facile deformiĝas sub varmotraktado, kaj konservas altan forton ĝis la temperaturo estas ĉirkaŭ 600 °F (316 °C). Samtempe, ŝtala rimeno havas bonan ripareblon.Ddetala agado estas jena: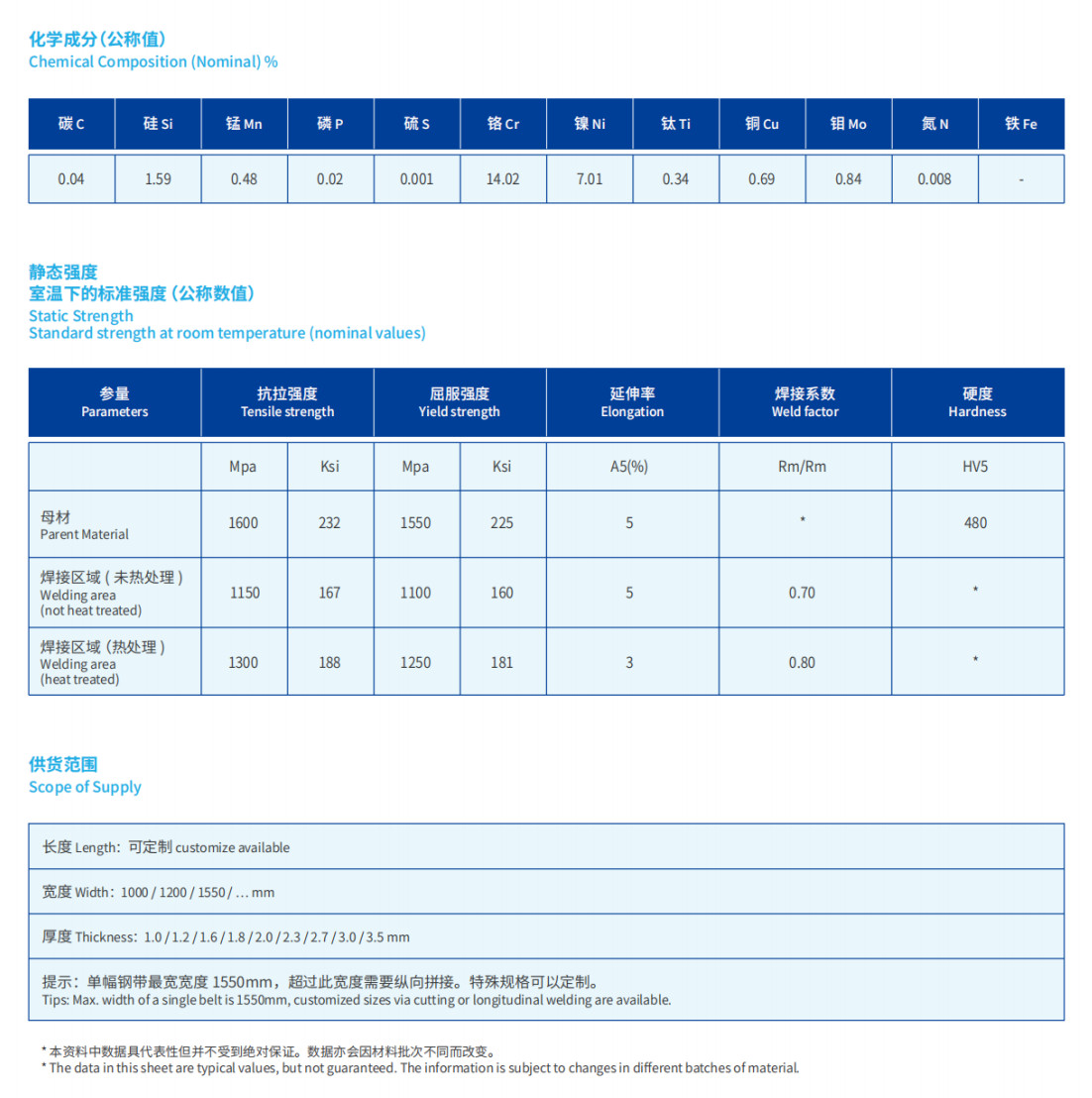
Komparetohejma ŝtaldrata glua maŝa zono, la elekto de ŝtala zono havas la jenajn evidentajn avantaĝojn:
1) La ŝtala zono havas longan servodaŭron, altan temperaturreziston, ne facile plilongiĝas, kaj la bontenado estas simpla kaj oportuna, dum la ŝtaldrata glua retzono bezonas esti regluita mallongtempe, kaj la retzono estas facile plilongiĝanta;
2) La surfaca kvalito de la produktoj produktitaj per la ŝtala bendo estas bona, kaj la plateco kaj glateco povas atingi la altajn postulojn pri prilabora precizeco;
3) Ne estas gluoprocezo en la ŝtala zono, kaj la ekipaĵo povas baze konservi 24 horojn da kontinua funkciado, kun alta produktada efikeco;
4) La surfaco de la ŝtala bendo povas atingi altan prilaboran precizecon por plenumi la bezonojn de altkvalitaj produktoj;
5) La ŝtala bendo estas facile prizorgebla, kaj la parto povas esti forigita per fosado kaj riparado, kaj anstataŭigita per nova peceto. Grandaj areoj povas esti fortranĉitaj laŭlonge kaj re-velditaj en novan sekcion de ŝtala bendo.
6) La malgranda ŝvelaĵosde la ŝtala zono adoptas la metodon de varmoŝrumpado, kiu povas multe plibonigi la platecon.
7) Se la ŝtala bendo havas longitudan deformiĝon laŭlonge de la tuta ŝtala bendo, ne ekzistas bona prizorgmetodo. Krom se oni uzas la longitudan splisan teknologion kun kompleksa procezo, la kosto de la kompleksa procezo estas alta.
Kiel pli bone uzi ŝtalan zonon?
Uzantoj de ŝtalaj rimenoj tre zorgas pri la funkcidaŭro de ŝtalaj rimenoj, ni resumis la jenajn punktojn rilatajn al la funkcidaŭro de ŝtalaj rimenoj, esperantehelpovi pli bone komprenas niajn ŝtalajn zonojn.
Funue, la ŝtala zono portos tro multe da ŝarĝovoloinflui la servodaŭron.
Kio estas la plej bona ŝarĝo por la ŝtala rimeno? Kompreneble, ju malpli da ŝarĝo la ŝtala rimeno eltenas, des pli longa estas la vivo, kio devas esti kombinita kun la bezonoj de uzantoj por produkti kaŭĉukajn produktojn. Ĝenerale parolante, prenante MT1650 ŝtalan rimenon aplikon en DLG-7Ekzemple, ĉe la ekipaĵo 00X1400 de la unua fabriko de Ŝanhaja Kaŭĉuka Maŝinaro, plej multaj produktaj uzantoj ĝustigas la valoron de la hidraŭlika mezurilo je ĉirkaŭ 15~20Mpa. Krome, pro la malsamaj diametroj de la hidraŭlikaj cilindroj uzataj de la tambura vulkanizilo por subteni la plilongigajn rulpremilojn, la specifaj valoroj ankaŭ estos malsamaj. Bonvolu konsulti la ekipaĵoproduktanton por la specifaj valoroj indikitaj en la hidraŭlika tabelo de la tambura vulkanizilo.
Due, multaj uzantoj opinias, ke ju pli dika la ŝtala zono, des pli longaĝia vivdaŭroantaŭ ol aĉeti ĝin, kio fakte estas miskompreno. Kvankam la dika ŝtala zono povas elteni la efikon de malmolaj objektoj en la materialo kaj ne facile produktas grandajn kavaĵojn, la dika ŝtala zono havas grandan fleksan kurbecan radiuson, kiu estas pli sentema al laciĝa damaĝo kaŭzita de ripeta fleksado, kaj la fleksa streĉo estas pli granda, do la pli dika ŝtala zonoeble ne havos pli longan servodaŭron.
Krome, post la instalado de la ŝtala zono, ne estas konsilinde tuj alĝustigi la premon al la valoro bezonata por produktado, kaj la premo estu iom post iom pliigita ĝis normala funkciado. La temperaturo de la ŝtala zono ankaŭ estu iom post iom pliigita por redukti la internan streĉan deformadon kaŭzitan de termika ekspansio kaj kuntiriĝo, kaj la hejtilo ne estu ekfunkciigita kiam la vulkanizilo ĉesas funkcii.
Fine, se la jenaj kondiĉojne estas atentitaj aldum uzo, la ŝtala zono ankaŭ emas difektiĝi:
1) Grava difekto al la ŝtala bendo kaŭzita de neĝusta funkciado. Se la kaŭĉuka materialo estas parte interkovrita, fremdaj objektoj similaj al ripariloj eniros la tamburan vulkanizilon, rezultante lokan deformadon de la ŝtala bendo kaj lasante spurojn sur la surfaco de la produkto.
2) La prizorgada intervalo estas tro longa, kaj la surfaco de la ŝtala zono devas esti purigita ĉiusemajne.
3) Malbona kvalito de vulkanizitaj krudmaterialoj. Tio ĉefe ŝuldiĝas al troa loka streĉo kaŭzita de malmolaj fremdaj materialoj en la krudmaterialo.
4) La ekipaĵo ne funkcias ĝuste. Ekzemple, la devio de la ŝtala rimeno kaŭzita de diversaj kialoj kondukas al la sulkoj de la ŝtala rimeno.
5) La rando de la ŝtala bendo formasakraangulo, kiu kaŭzas la streskoncentriĝon kaj fendetojn
6) La ŝtala zono estas malbone purigita,kunfremdaj objektoj algluiĝantaj al la interna surfaco de la ŝtala zono
7) La kaŭĉuka produkto estas pli mallarĝa ol la larĝo de la ŝtala zono, kaj la rando de la vulkanizita kaŭĉuka produkto penas forton sur la sama pozicio de la ŝtala zono dum longa tempo
8) La amplitudo de la mana alĝustiga rulpremilo estas tro granda, aŭ la tambura vulkanizilo estas ofte alĝustigita
Kelkaj gravaj kalkuloj pri tamburaj vulkaniziloj
1. Diametro kaj longo de la tamburo
La tambura vulkanizilo kompletigas la varmigon, premadon kaj vulkanizadon de la produkto sur la vulkaniza tamburo. Tial, la diametro kaj longo de la vulkaniza tamburo estas unu el la plej reprezentaj parametroj.
- La komunaj specifoj de la diametro de la ĉefa tamburo estas 350, 700, 1000, 1500 kaj 2000 mm. La diametra proporcio de la ĉefa tamburo al la sklava tamburo estas: D0 = 2/3D, kaj la sklava tamburo D0 ne devus esti tro malgranda, alie ĝi influos la fleksan laciĝvivon de la prema bendo. D0 estas tro granda, la maŝino estas volumena, malkomforta por funkciigi, surbaze de la supra analizo, la diametro de la ĉefa tamburo D por la ŝtaldrata pendanta glua prema bendo, D = 700 ~ 1000 mm estas taŭga;
- Por maldikaj ŝtalaj strioj, D=1500~2000mm taŭgas. la longo de la ĉefa tamburo,
- Surbaze de la larĝo de la vulkanizita produkto, samtempe oni ankaŭ konsideru la problemon de rigideco, tial ĝia rilatumo inter longo kaj diametro ne estu tro granda, ĝenerale L/D=1~3 taŭgas.
Due, la longo kaj dikeco de la prema zono
- La premozonoestas la ĉefa komponanto por certigi la vulkanigan premon de la produkto, kaj ĝia larĝo estas determinita de la maksimuma larĝo de la vulkanizita produkto.
-La daŭro de la premozonoestas kalkulata laŭ la strukturo de la vulkanizilo, kaj kiam la longo L malpliiĝas, la vivdaŭro de la premozonomalpliiĝas proporcie.
- La dikeco de la prema zono ankaŭ rekte influas la streĉreziston, fleksreziston kaj lacecvivon de la ŝtala zono. Tial, ĉu ĝi taŭgas aŭ ne, rekte influos la funkciadon de la tambura vulkanizilo.
- La kalkulita optimuma valoro por δ estas:
δ =(PDD0 /2E)1/2
δ – la dikeco de la premozonocm
P-Vulkaniza premo kg/㎠
D-Vulkaniza tamburo diametro cm
E-La elasta modulo de ŝtala zono kg/㎠
D0 - La minimuma ruldiametro tra kiu la prema rimeno pasas, kutime cm en diametro de la supraj kaj malsupraj alĝustigaj rulpremiloj aŭ streĉrulpremiloj
3. Kalkulo de la streĉiĝo de la ŝtala zono
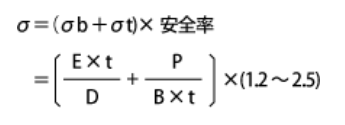
E: Elastickoeficiento (kgf/mm2)
P: Ŝtala zono-streĉo (kg)
D: Diametro de pulio (mm)
B: Ŝtala zonolarĝo (mm)
T: Dikeco de ŝtala zono (mm)
Ekzemple, la norma malgranda tamburo por sulfuro de la fabriko Shanghai Rubber No. 1 havas diametron de 400 mm en la malgranda tamburo, 700 mm en la granda tamburo, kaj 100 mm en la cilindro. Ĝi atingas premon de 20 MPa. La grandeco de la ŝtala bendo estas: 7650 * 1,2 * 1380 mm, do la kalkulo estas: bildo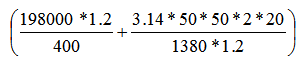 = 783.61 (malpli ol la streĉforto de 1100MPa ĉe la veldsuturo)
= 783.61 (malpli ol la streĉforto de 1100MPa ĉe la veldsuturo)
σ devus esti pli malalta ol la forto de la veldita pozicio de la ŝtala bendo
Se vi havas demandojn aŭ bezonas pliajn informojn, bonvolu kontakti nin~
Afiŝtempo: 11-a de marto 2025